 簡體版
簡體版 ENGLISH
ENGLISH
 全國服務熱線:
全國服務熱線:0758-2777969,2777769,2777869
常見問題
PVC塑料壓延機具備什么特性
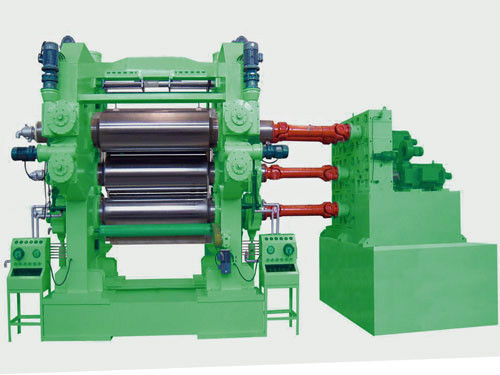
塑料壓延機必須是一個可調速度、高精度和穩定速度的系統。塑料壓延機生產線應按預設順序和條件控制設備。
有些是為了安全,必須依次控制設備,這被稱為邏輯控制系統。為了滿足這些控制要求,塑料壓縮機生產線使用工業控制器來監控和管理整個生產線。較低的機器使用PLC通過現場總線檢測和控制現場的所有設備。生產線一般配備人機界面操作系統。隨著產品加工技術的發展和產品質量要求的提高,塑料壓縮機生產線的發展進入了快速發展的時期。同時,由于科技的進步,塑料壓縮機生產對安全、環保、節能的要求不斷提高,塑料壓縮機不斷朝著大、高精度、高效、高自動化的方向發展,以滿足市場需求。
在壓延機試運行和試生產過程中,速度不得超過60m/min,不得滿負荷生產。新設備試運行一個月后,必須清洗所有潤滑部件,更換潤滑油,檢查所有工作傳動部件的磨損情況,并做好記錄。應更換磨損嚴重的部件。正常生產后,電機不得長時間超載(可立即超載)。在正常生產中,滾筒軸承潤滑油的回油溫度應控制在1IO。在C以下,應經常檢查回油中銅粉的含量。當含量增加時,應及時查明原因并消除。如無特殊情況,不得按下緊急停止開關。當需要緊急停止時,應在停止后清除滾筒表面的熔體。為便于清除殘留物,此時允許倒車(倒車時間不超過2min)。為避免劃傷滾筒表面,只能使用銅或竹刀工具清除熔體。
上一個:怎樣預防縮管機出現彎管缺陷問題下一個:箔式線圈繞線機介紹及其特點
相關新聞
- 自動繞線機的故障可分為幾種類型2021-02-24
- 分析填充機被廣泛使用的原因2021-02-24
- 壓延機應采取的節能方法2021-02-25
- 縮管機在冷凍機零件中的作用是什么2021-02-25
- 縮管機防觸電注意事項2021-02-26
 飛虹客服
飛虹客服
CopyRight @ 2021 肇慶市飛虹機電設備有限公司 All Rights Reserved. admin